
ความเร็วในการเชื่อม
ในการดำเนินการเชื่อมด้วยเลเซอร์แบบมือถือ ความเร็วในการเชื่อมส่วนใหญ่หมายถึงความเร็วของผู้ปฏิบัติงานในการเคลื่อนย้ายรอยเชื่อม ซึ่งสัมพันธ์อย่างใกล้ชิดกับกำลังเลเซอร์ ความเร็วในการป้อนลวด และพารามิเตอร์อื่น ๆประการแรกไม่อนุญาตให้ใช้ความเร็วในการเชื่อมเร็วเกินไปหรือช้าเกินไปหากเร็วเกินไป การเจาะไม่เพียงพอ และคุณภาพการเชื่อมไม่ดีหากช้าเกินไป วัสดุอาจถูกทะลุได้ตามกำลังการเชื่อม ควรรักษาการเคลื่อนไหวที่สม่ำเสมอเมื่อมีการเจาะเพียงพอ

เชื่อมสแตนเลส
ทำให้มั่นใจได้ว่าแม้การเคลื่อนไหวที่สม่ำเสมอดูเหมือนจะมีความต้องการสูง แต่ก็เป็นเรื่องง่ายที่จะค้นหาความเร็วในการเชื่อมที่เหมาะสมโดยการทดสอบซ้ำๆ ในการทำงานจริงเมื่อเทียบกับการเชื่อมแบบเดิมๆ การเชื่อมด้วยเลเซอร์ด้วยมือนั้นปรับได้อย่างรวดเร็วและง่ายดาย ซึ่งเป็นหนึ่งในข้อได้เปรียบที่สำคัญที่สุดเช่นกัน
ก๊าซป้องกัน
หน้าที่หลักของแก๊สป้องกันมีสองประการ:
1. กำจัดอากาศในบริเวณรอยเชื่อมในพื้นที่เพื่อหลีกเลี่ยงฟิล์มออกไซด์บนพื้นผิววัสดุ
2.2.ระงับพลาสมาคลาวด์ที่สร้างขึ้นระหว่างการเชื่อมด้วยเลเซอร์กำลังสูง
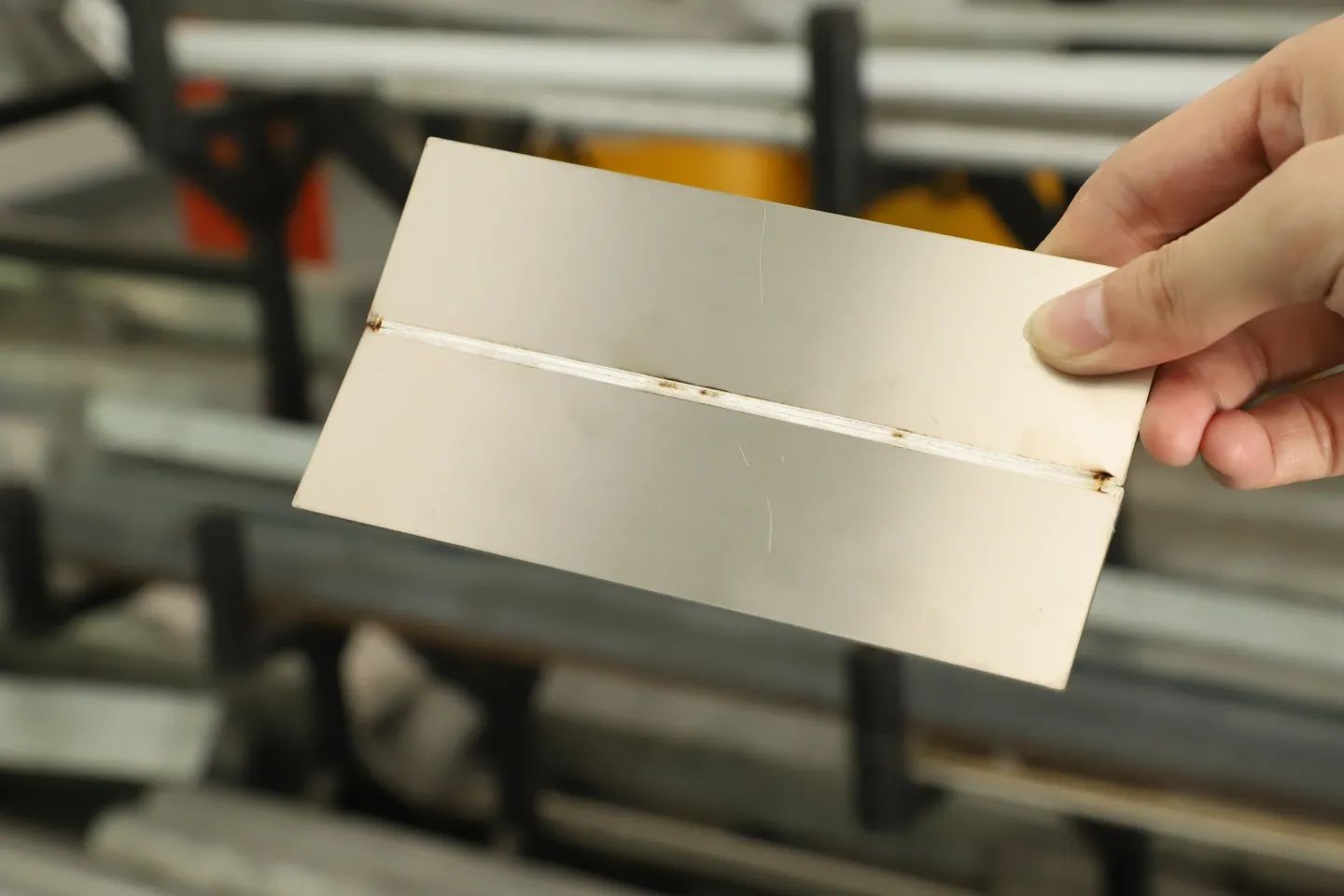
ลวดสแตนเลสเชื่อมน้อย
ในกระบวนการปฏิบัติงานจริง ผลกระทบที่เกิดขึ้นได้ง่ายที่สุดของก๊าซป้องกันคือการเปลี่ยนสีของรอยเชื่อมในกระบวนการเชื่อมสแตนเลส หากแรงดันของแก๊สกำบังไม่เพียงพอ หรือความเร็วในการเชื่อมเร็วเกินไป ความครอบคลุมของแก๊สไม่เพียงพอ อาจทำให้รอยเชื่อมเปลี่ยนเป็นสีเหลืองและสีดำได้ง่าย และระดับความสวยงาม ลดลงอย่างมากในทำนองเดียวกัน เพื่อปรับพารามิเตอร์ก๊าซป้องกันได้อย่างถูกต้อง การทดสอบการทำงานของอุปกรณ์พื้นฐานถือเป็นสิ่งสำคัญในระหว่างกระบวนการทดสอบการใช้งาน ควรให้ความสนใจกับการควบคุมการเปลี่ยนแปลงความเร็วในการเชื่อมเพื่อหลีกเลี่ยงปัญหาหลายประการสิ่งที่ควรคำนึงถึงเมื่อทำการเชื่อมด้วยเลเซอร์ด้วยมือ: รอยเชื่อมอาจมีสีเหลืองเนื่องจากไม่ได้ปรับความดันอากาศอย่างเหมาะสม
เวลาโพสต์: 30 ม.ค. 2023